nitrogen separation plant
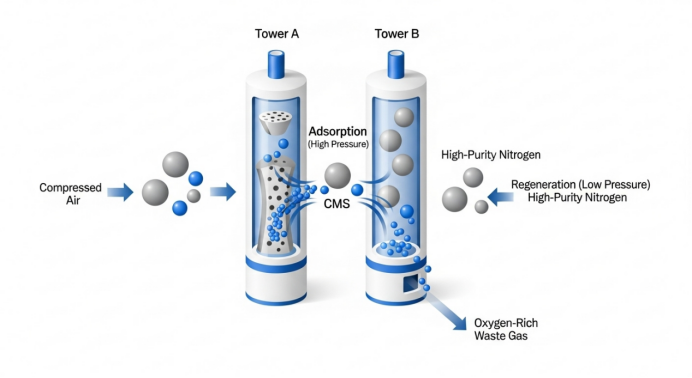
A nitrogen separation plant is an advanced industrial facility designed to extract and purify nitrogen from atmospheric air through a sophisticated process of cryogenic distillation or membrane technology. This state-of-the-art system operates by cooling air to extremely low temperatures, typically around -196°C, where different gases liquefy at varying points, allowing for efficient separation. The plant utilizes multiple stages of compression, cooling, and separation to achieve high-purity nitrogen gas, typically reaching purities of 99.999%. The facility incorporates advanced monitoring systems, automated controls, and safety mechanisms to ensure consistent operation and product quality. Key components include air compressors, heat exchangers, molecular sieves for moisture removal, and separation columns. These plants can be scaled to meet various production capacities, from small-scale operations producing a few hundred cubic meters per hour to large industrial installations capable of generating thousands of cubic meters hourly. The technology finds extensive applications across numerous industries, including chemical manufacturing, electronics, food packaging, and pharmaceutical production, where high-purity nitrogen is essential for various processes.