nitrogen generators for chemical industry
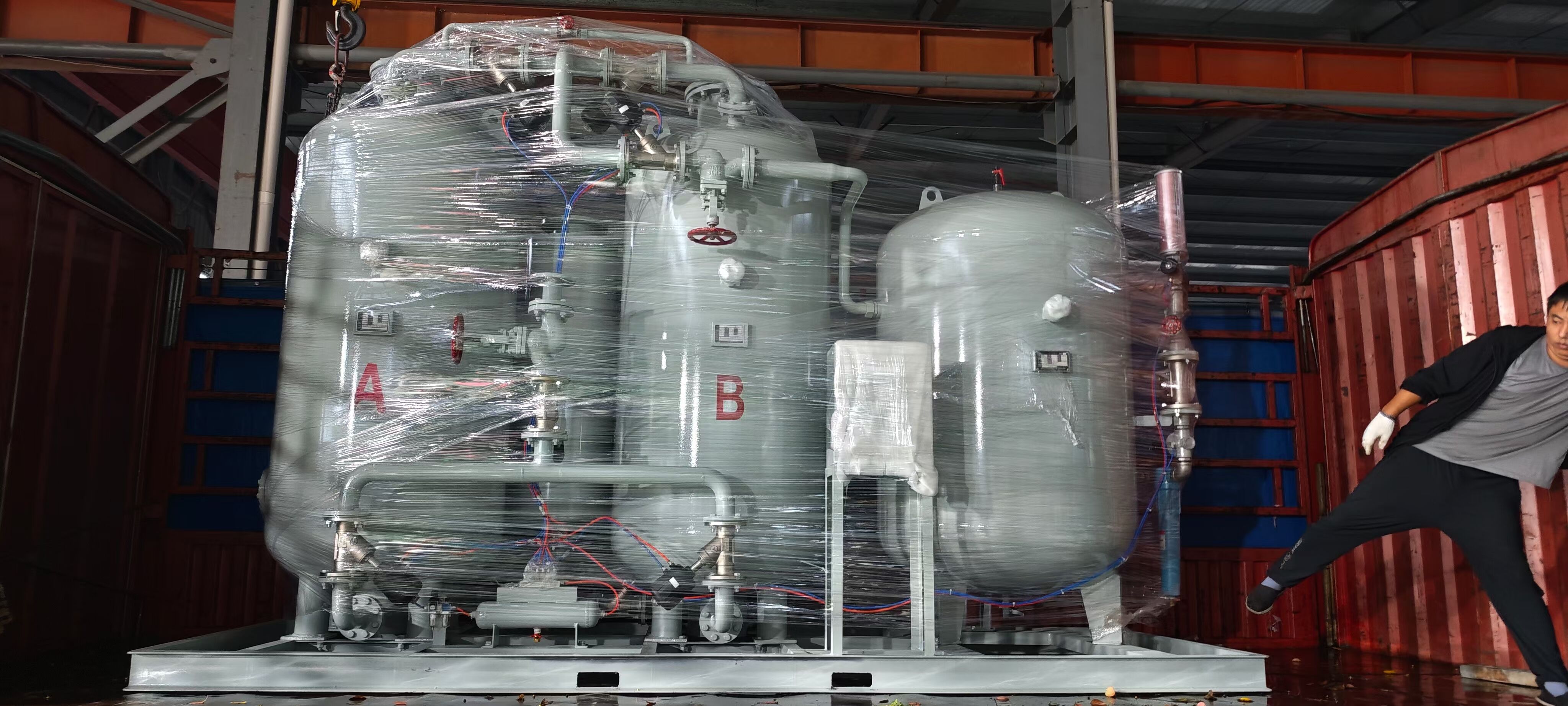
Nitrogen generators for the chemical industry represent advanced technology solutions designed to produce high purity nitrogen gas on site. These systems utilize pressure swing adsorption (PSA) or membrane technology to separate nitrogen from compressed air, delivering a reliable and continuous supply of nitrogen gas. The generators operate by removing oxygen, moisture, and other impurities from atmospheric air, resulting in nitrogen purity levels ranging from 95% to 99.999%, depending on specific application requirements. In the chemical industry, these generators play a crucial role in various processes including inerting, blanketing, purging, and packaging. The systems are equipped with advanced control mechanisms, monitoring devices, and safety features to ensure consistent performance and product quality. They can be scaled to meet different production demands, from small batch operations to large continuous processes. Modern nitrogen generators incorporate energy efficient components, automated operation sequences, and remote monitoring capabilities, making them ideal for chemical manufacturing facilities where reliability and precision are paramount. The technology also supports various critical applications such as preventing oxidation in chemical reactions, maintaining inert atmospheres in storage tanks, and ensuring safety in hazardous material handling.