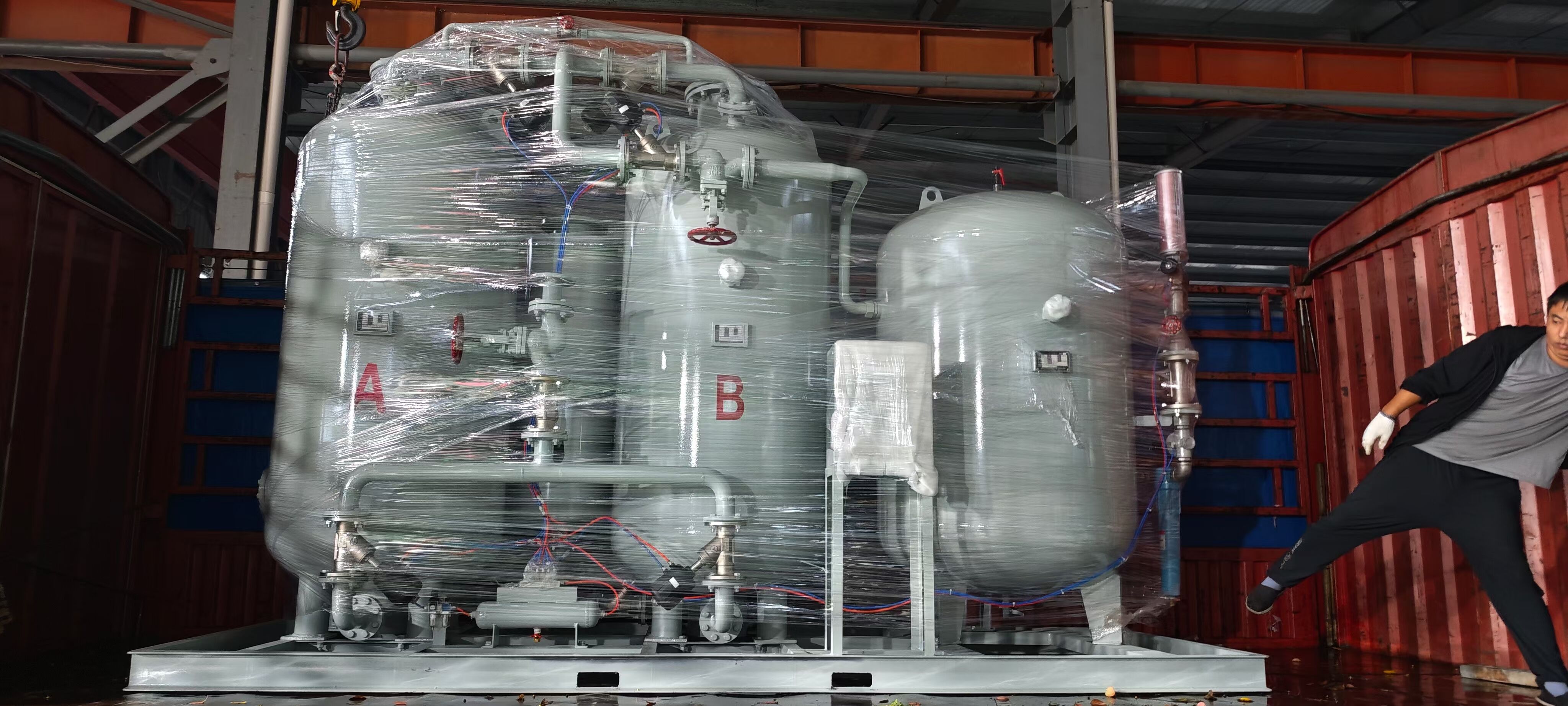
nitrogen purge system
A nitrogen purge system is a sophisticated industrial solution designed to remove unwanted gases, moisture, and contaminants from various manufacturing processes and storage environments. This advanced system utilizes high-purity nitrogen gas to create an inert atmosphere, effectively protecting sensitive materials and equipment from oxidation, contamination, and degradation. The system operates by displacing oxygen and other reactive gases with nitrogen, which is chemically inactive and ideal for maintaining product integrity. Modern nitrogen purge systems incorporate precision flow controls, automated monitoring capabilities, and advanced sensing technologies to maintain optimal nitrogen concentration levels. These systems are equipped with pressure regulators, flow meters, and safety valves to ensure consistent and reliable operation. The technology finds extensive applications across numerous industries, including semiconductor manufacturing, food packaging, pharmaceutical production, and chemical processing. In the electronics industry, nitrogen purging prevents oxidation during soldering processes. Food manufacturers use these systems to extend shelf life by removing oxygen from packaging. Pharmaceutical companies rely on nitrogen purging to protect sensitive compounds during production and storage. The system's versatility extends to protecting storage tanks, pipeline systems, and process equipment from corrosion and contamination. With customizable configurations and scalable designs, nitrogen purge systems can be tailored to meet specific application requirements, from small-scale laboratory operations to large industrial facilities.