
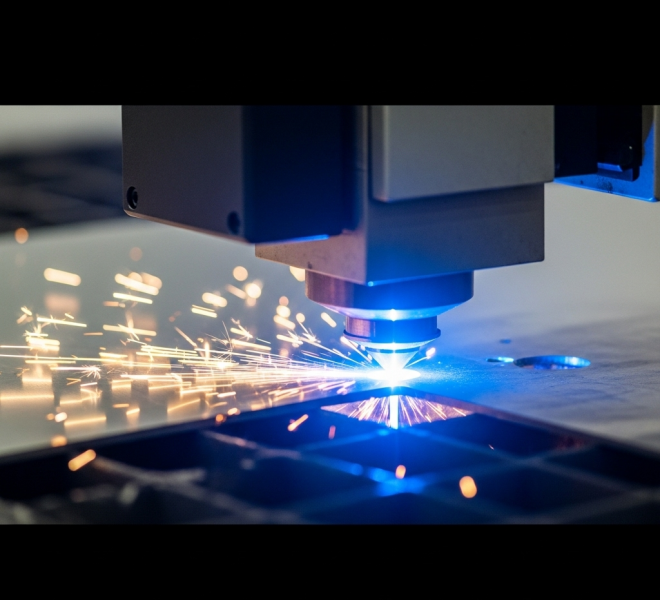
主な応用範囲および技術的詳細:高出力ファイバーレーザー補助
・ステンレス鋼: 高純度の窒素を必要とする 99.99%から99.999% 、16〜25バールの高圧で供給 16-25bar. ニトロジェットは3つの重要な機能を持っています:
1.冷却効果: 切断エッジを急速に冷却し、焼き付きを防ぎ、熱影響部(HAZ)を最小限に抑える。
2.吹き飛ばし効果: 強力な運動エネルギーによって、溶融金属のスラグを切断溝底部から強制的に吹き飛ばし、クリーンでスラグのない切断面を実現する。
3.シールド効果: 不活性雰囲気を形成し、高温の切断面が酸素と反応することを完全に防ぎ、二次加工を必要とせず、溶接可能な鏡面のような仕上がりを確保する。
・アルミニウム、銅および高反射材: これらの材料には高純度・高圧の窒素が特に必要です。 冷却効果 ここでは熱入力の管理、材料の変形低減、高品質な切断エッジを得るために特に重要です。
・薄型炭素鋼の高速切断: 切断速度が最大限に求められ、可能な限り滑らかな仕上げが要求される場合、炭素鋼においても酸素よりも窒素を使用する場合が多く、これは酸化物のないきれいな切断面を実現するからです。
窒素発生システムにおける主要技術的検討事項
PSAを選定する際 窒素発生システム レーザー切断という要求の厳しい用途においては、基本的な純度や流量の仕様を超えて考える必要があります。この用途の性能を決めるのは、以下の2つの重要な技術的詳細です。 長期的な信頼性と切断品質の一貫性 を決定します。
1. 圧力および流量の安定性:
最新のレーザー加工ヘッドの頻繁な始動・停止サイクルにより、ガス需要に激しい変動が生じます。優れたシステムには高度な 圧力上昇および流量調整機能 運転条件が変化しても、切断ノズルに供給される圧力が設定値で常に安定していることを保証する技術。このわずかな圧力の安定性の差こそが、「許容範囲内の切断」と「完璧な切断」を分けるポイントです。
2. 吸着剤コアの物理的耐久性:
連続的な高圧ガスの流れは、システムの要である炭素分子ふるい(CMS)にとって過酷な試験です。CMSの物理的強度が不十分であるとか、吸着塔内で十分に密に充填されていない場合、長期にわたるガスの衝撃によってペレットが動き出し、摩耗して最終的には粉砕されてしまうことがあります。この粉塵はバルブを詰まらせる原因となり、ガス流を汚染し、さらにはシステムの核となる部分に早期の破滅的な故障を引き起こす可能性があります。
したがって、主要なシステムソリューションは、この課題に二段階で対応しています:
・まず、厳密に選別された高機械強度の「低粉塵」炭素分子ふるい(Low-Dust CMS)を使用すること。
・次に、高度な「真空充填」技術を採用すること。 伝統的な「ブリザード」充填方式の代わりに、真空充填方式はCMSをタワー内に均一かつ密に充填し、可動性や摩擦がほぼなくなるため、粉砕の根本原因を排除します。

素材科学とシステムインテリジェンスが融合する場所。
Copyright © 2026 NitroQuanta™. All Rights Reserved. | NitroQuanta™は、杭州復興未来輸出入有限公司のブランドです。| プライバシーポリシー